
 3
3A lo largo de esta serie hemos visto cómo se construyen los deportivos más exóticos del mercado, las limusinas más emblemáticas y algunos modelos de construcción única.
Hemos visto cómo se fabrican los superdeportivos en metal y en fibra de carbono. También hemos hecho dos paradas en países con mucha cultura del automóvil: Reino Unido y Japón, además de Alemania o Italia.
Hoy visitamos Norteamérica, que hemos visto algunos modelos de pasada y bien se merecen un artículo. En este caso vamos a examinar la producción en serie y la manual de superdeportivos de FCA. De manera que tomamos un avión para cruzar el Atlántico y nos vamos a Toronto, Canadá.

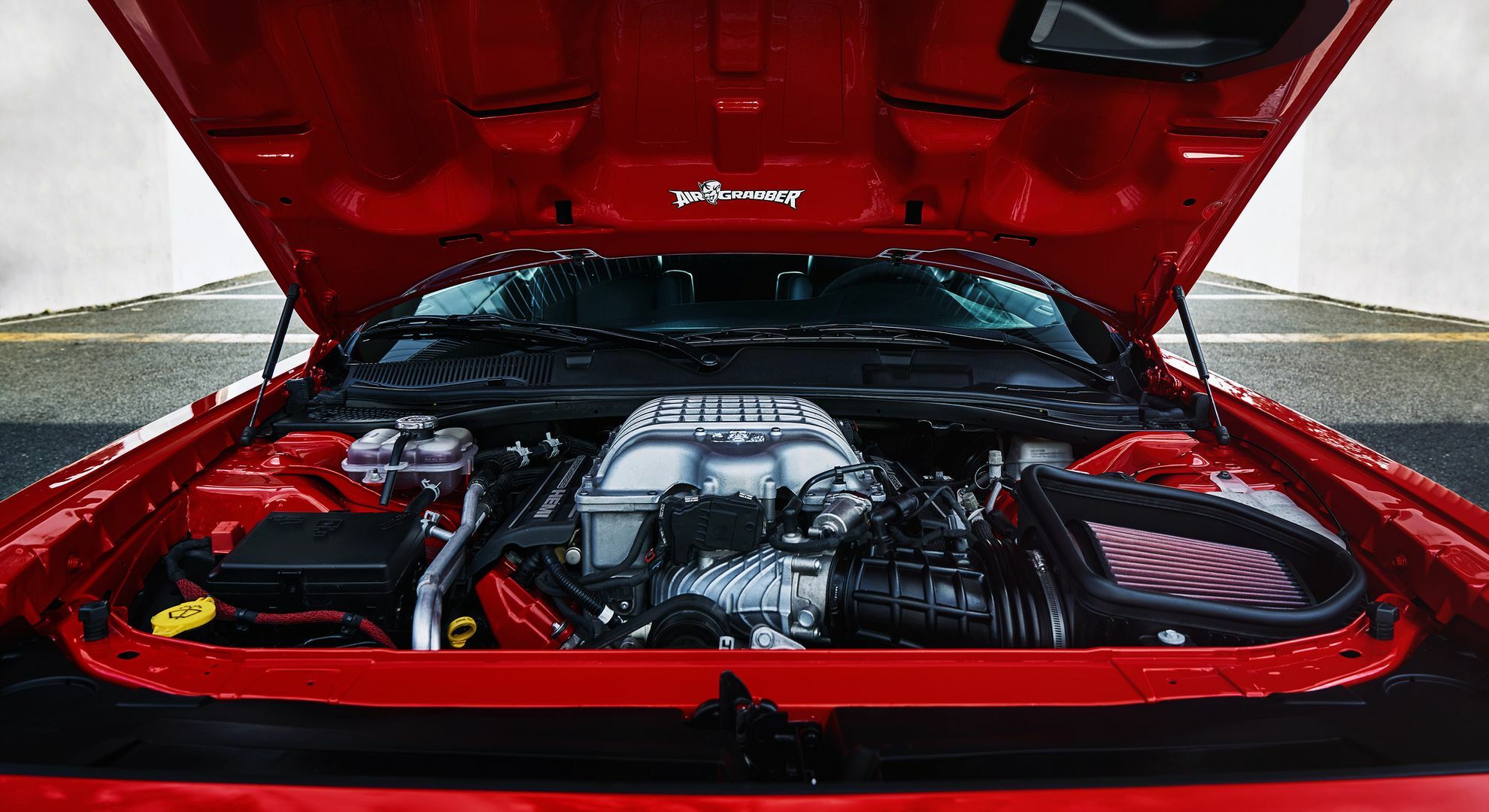
Dodge Challenger SRT Demon
Fabricación del Dodge Challenger
Lo más chocante del muscle Challenger es que no se fabrica en EEUU, si no en la vecina Canadá, en la planta de Brampton. En esta planta es donde se concentra el espíritu RACER de Chrysler, pues se producen el Chrysler 300, Dodge Charger y el Dodge Challenger.
En los planes de la marca está que a partir del 2021 SRT (Street and Racing Technologies) se convierta de lleno en una marca de altas prestaciones. Para ello ofrece una versión Hellcat en todos sus modelos, de manera que siempre ofrezcan más de 700 CV. Puede ser algo lógico para el Challenger y el Charger, aunque también se ofrece en el SUV Durango.
La planta de Brampton fue fundada en 1986 por AMC y fue adquirida por Chrysler el año siguiente. Esta planta cercana a Toronto ocupa 274.000 metros cuadrados, tiene más de 3.000 trabajadores y fabrica el Challenger desde 2008.
Dodge Challenger SRT Demon
El Challenger es un muscle y en principio no debería pertenecer a esta serie, pues un vehículo con más de 80.000 unidades vendidas el pasado 2019 no parece de baja producción. El Challenger está en esta serie no por su producción habitual, por sus formas o por sus materiales, si no porque una versión suya llegó a ser el vehículo con más aceleración del momento.
La versión que nos referimos fue fabricada en 2017 y se le conoce como SRT Demon. Esta versión estrenó motor V8 de 6,2 litros con un sobrealimentador de 2,7 litros de capacidad. Con gasolina de 100 octanos este motor eroga 840 CV. Con esta potencia y un peso de 1,9 toneladas consigue pasar de 0 a 100 km/h en 2,3 s. Para conseguir ese tiempo tan bajo recurre a varios trucos típicos de carreras de drag.
Uno de esos trucos es denominado transbrake. Este sistema se utiliza en dragsters con convertidor de par. El truco consiste en embragar primera y marcha atrás a la vez antes de hacer la salida.

Ruedas especiales drag y kit para su montaje y puesta a punto
De esta manera el motor se mantiene revolucionado y el convertidor con presión, pero el coche se mantiene estático. Para salir, se libera la marcha atrás y toda la potencia sale por la primera.
El segundo truco es un juego de neumáticos delanteros de “bicicleta”. En el maletero tenemos un cofre con todo lo necesario para cambiar los neumáticos por otros de menor sección. Estos neumáticos no están homologados para carretera, pero sí para competición de cuarto de milla.
Para el ahorro del peso, el tercer truco es que solo tiene asiento de conductor, no lleva trasero ni de copiloto de serie para ahorrar peso. Eso sí, disponibles por solo un euro más. Hay más reducciones peso: en el equipo de audio (con solo dos altavoces), aislante sonoro o moqueta en el maletero. En total ahorra unos 100 kg con respecto al Hellcat, la versión anterior que tenía “solo” 707 CV.

Demon haciendo un “caballito” (“wheelie”)
Seguimos con técnicas de dragster que también son novedad en los vehículos de serie como el transbrake. Estas técnicas son: neumáticos radiales para aceleración, modo Drag para suspensión, sistema de reserva de par bajo demanda, refrigeración del aire de admisión con el circuito de aire acondicionado y la mayor entrada de aire en el capó en su momento.
Con todas estas mejoras, el Demon consigue una aceleración longitudinal de 1,8 G y es el primer vehículo de serie en hacer un caballito (o wheelie en su país de origen) durante un metro cuando acelera al máximo. Esto, junto una producción limitada de 3.300 unidades, hace del Dodge Challenger SRT Demon un vehículo fuera de serie.
Vayamos a la planta para saber cómo se fabrica el Dodge Challenger y sus versiones especiales.

Bobinas de metal para la confección de chasis
El inicio de cualquier automóvil de producción en serie son grandes bobinas de metal. La mayor parte de las veces se utiliza el acero de varios tipos y aluminio, aunque algo menos. Aquí os explicamos todo sobre la metalurgia actual aplicada al automóvil.
Estas bobinas se despliegan y se cortan en hojas. Estas hojas se llevan a prensas que las recortan y les dan forma aplicando varias toneladas de presión. Para conseguirlo no es suficiente un solo paso.
Las prensas suelen tener varios pasos para las piezas complejas, de manera que en cada golpe se parece un poco más a la pieza acabada. En la planta de Brampton dispone de un total de 96 estaciones de prensado.

Elaboración de paneles de acero
Estas grandes prensas se encargan de producir todas las piezas que forman el chasis. En la planta se fabrican los Chrysler 300, Dodge Charger y Dodge Challenger. Los dos primeros comparten plataforma y el Challenger es muy similar. Los paneles se construyen en aluminio, en acero, en acero de alta resistencia y las partes más rígidas en acero conformado en caliente. Cada pieza tiene un metal idóneo, ninguno sirve para todos los casos.
Los paneles exteriores definen el aspecto de nuestro automóvil y son por los que los identificamos. Ahora bien, los importantes están en el interior. Por economía se intentan reutilizar al máximo los paneles, principalmente la plataforma, que es la base del automóvil. Es la pieza más importante y la que más cuesta desarrollar.
En esta parte de la empresa el trabajo está repartido entre personas y robots. Los robots suelen colocar las hojas dentro de las prensas y pasarlas de molde a molde si es necesario. Una vez fabricadas, se extraen a mano, porque así también es revisado su estado.

Sala de metrología Dodge Challenger
Los paneles se almacenan esperando el turno de montaje. Algunos de ellos se llevan al departamento de metrología, que se encarga de certificar que se están construyendo dentro de tolerancias.
Como los paneles son piezas en tres dimensiones y con zonas curvadas, son muy difíciles de medir, no hay manera de meter el metro o el calibre. Lo que se hace es generar una maqueta del automóvil en la que hay huecos equivalentes a cada uno de los paneles.
Para comprobar si un panel es correcto o no, simplemente se coloca sobre la maqueta. Debe coincidir en su forma y en la posición de los taladros, si los tuviera. De esta manera garantizamos que nuestro vehículo va a salir perfecto después de la soldadura.

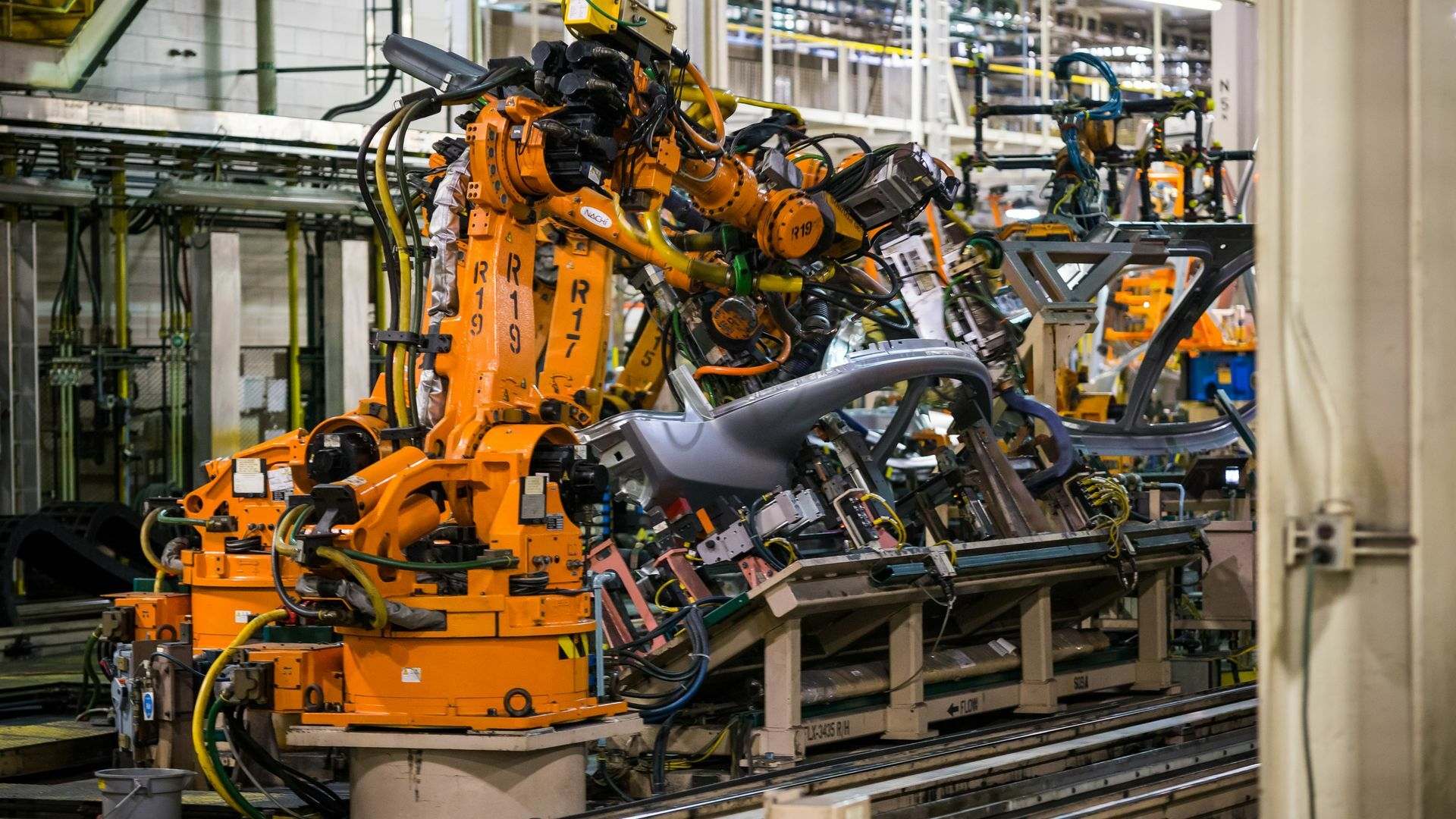
Soldadura robotizada
Una vez que tenemos todos los paneles, comenzamos formando la plataforma. Para ello soldamos los paneles que forman el suelo de nuestro automóvil. Esta parte de la empresa es territorio robot. Son robots los que colocan los paneles y son robots los que lo sueldan.
Muchas de las soldaduras se realizan por resistencia, esto es, los robots portan una pinza gigante con un par de electrodos conectados a un generador de electricidad. El robot se acerca a la pieza y une los electrodos a presión, uniendo también las chapas.
Una vez que están unidas, hace pasar electricidad a su través, generando mucho calor en un punto muy pequeño, lo que produce que se funda el metal. Este metal fundido forma una unión por soldadura.
Soldadura lateral
En paralelo a la soldadura de la plataforma, comenzamos con la soldadura de los laterales. Los laterales suelen fabricarse de una pieza y suele ser la pieza más grande de todas.
Estas piezas y otras más se colocan en moldes donde son fijadas por cepos neumáticos. Estos cepos se encargan de mantenerlas antes de ser soldadas y de garantizar que están en su sitio.
Una vez que el lateral está soldado en su totalidad, otro robot es el encargado de unirlo a la plataforma. Ahora tenemos el suelo y los dos laterales, nos queda unirlo todo por el techo.

Soldadura
Todas las estaciones de parada deben estar sincronizadas perfectamente para que todas tarden el mismo tiempo. Si hemos seleccionado un minuto, todas las celdas de trabajo deben tardar ese tiempo.
Si tardamos tiempo de más, retrasaremos al resto todos los ciclos, pues trabajamos en línea. Si tardamos de menos, estaremos desperdiciando el tiempo de robot al mantenerlos parados.
El mantenimiento preventivo de estos robots es muy importante. Si se nos para uno a mitad de trabajo se nos parará la línea entera. En las fábricas de automoción se sustituyen las piezas mucho antes de que den problemas para que no haya paradas inesperadas.

Chasis Challenger tras Charger
No existe una única línea de producción de chasis, la línea se desdobla y se une constantemente. Algunas piezas son compartidas, como la plataforma. Este tipo de pieza puede producirse para varios modelos, por lo que podemos empezar por una línea que luego se divide en los modelos concretos.
Hay otras piezas que también son compartidas, como los anclajes de los asientos, cierres de puertas, bisagras y demás. Este tipo de pieza suele producirse en otras plantas.
Después de construir el chasis, todas las líneas suelen confluir, como ocurre en Brampton con sus tres modelos.

Colocación de puerta
Las últimas piezas en añadirse a la carrocería son las puertas y los capós. Son colocadas para pintar toda la carrocería junta, de esta manera conservan el mismo color. Una vez que la carrocería está acabada, es revisada a mano. Se buscan proyecciones de soldadura y desperfectos en la chapa. Se elimina las proyecciones que tenga y si los paneles están perfectos se lleva a línea de pintura.
El primer paso en la línea de pintura es la limpieza de la carrocería. Para facilitar el conformado de las chapas se le añade aceite a las prensas. Ahora debemos eliminar cualquier resto para que se adhiera la pintura. Este proceso se realiza en grandes bañeras donde se meten las carrocerías que son enjuagadas a su salida.
El siguiente paso es proteger la carrocería. En primer lugar le daremos una imprimación anticorrosión y luego le pondremos poliuretano en los bajos. La imprimación se suele realizar por inmersión en grandes psicinas en un proceso llamado cataforesis.

Pintura
Una vez que está protegida la carrocería se pinta con el color deseado. Los procesos de pintura se realizan por robots. Tanto la pintura como la soldadura generan gases tóxicos.
Cualquier persona debe protegerse de estos gases además de la radiación de la soldadura. Los robots no lo necesitan, así que les dejamos a ellos estos trabajos.
Una vez pintada y barnizada, nuestra carrocería se lleva a un punto de control de calidad. El control de calidad es realizado por técnicos que pulen la superficie de nuestro automóvil si ven algún desperfecto.

Fabricación motor Demon
A la vez que se construye el chasis, se comienza a fabricar su motor. En este caso es un bloque V8 de 6,2 litros. La mayoría de las piezas se fabrican por fundición. Una vez generadas, estas piezas se mecanizan para tener las medidas adecuadas. Pongamos como ejemplo la fabricación de bielas.
Las bielas de este motor se construyen por el método de sinterizado. Este método consiste en compactar metal en polvo en el interior de un molde, formando una especie de polvorón muy duro y se cuecen en un horno a unos 800 ºC. Después de este horneado forman una pieza rígida, pero no lo suficiente para un motor y menos para un Demon. Se introducen a un segundo horno, esta vez a 1000 ºC. Una vez alcanzada esa temperatura se extraen y se llevan a una prensa donde las forjan de un golpe.
Una vez forjada comienza su mecanizado para darle el tamaño adecuado al interior de su cabeza, su pie y los tornillos que sujetan su mitad. Otra característica es que no se fabrica en dos partes, sino que se parte una vez fabricada para formar las dos partes que abrazan la muñequilla. Con esta técnica se consigue que estas bielas soporten 11 toneladas de presión por detonación, que se producen más de 50 veces por segundo.

Línea de ensamblado de puertas
Volvamos a la línea de producción. El primer paso es extraer las puertas ya protegidas y pintadas. Así queda el chasis más accesible para trabajar en su interior. Las puertas se llevan a otra línea de montaje más pequeña. En esta línea se colocan los guarnecidos y equipamiento. Esta línea la comparten los tres modelos que se fabrican en Brampton así como todas sus versiones.
Al principio, en una línea de producción solo vemos máquinas moviéndose, prensas, chispas y carros, todo muy físico. Cada vez que nos adentramos en ella vemos que detrás de todo este trajín hay un sistema informático que lo controla todo.
En este caso lo vemos en las puertas, son separadas del vehículo y deben reencontrarse con el color y el equipamiento adecuado. El Demon por ser una serie especial recibía un tratamiento especial en su equipamiento.

Línea de ensamblado final
Una vez extraídas las puertas se le colocan los cables eléctricos y los sistemas de seguridad en el chasis. Después los conductos de los fluidos. Más tarde se coloca el salpicadero, quizás en este momento en una nave anexa a la principal se comienza a fabricar los asientos de esta unidad, que se colocarán más tarde.
Se van colocando componentes hasta completar la infraestructura del vehículo. Cuando ya está toda la infraestructura colocada, se unen el chasis y la carrocería y ya podemos hablar de automóvil.
Por descontado, en nuestro muscle le colocamos un motor sobrealimentado de 840 CV con todo el equipo drag.

Colocación de ruedas
Poco a poco se va completando el resto de tuberías de fluidos, mazos de cables y el equipamiento interior.
Nos damos cuenta de que el control de producción debe ser perfecto para que a nuestro vehículo nos lleguen los asientos que hemos pedido, el color de moqueta adecuado y el resto de equipamiento.
En el caso de un SRT Demon es más complejo, pues en el maletero debe ir el kit de cambio de ruedas, solo dos altavoces, el sistema de arranque tipo drag y neumáticos radiales especiales.

Control de calidad último Demon fabricado
Al final de la línea de producción nos queda una inspección en un túnel de luz para comprobar que todo es perfecto. A más componentes más revisiones y nuestro Demon tiene muchos componentes especiales..
Aunque el SET Demon sea un fuera de serie, la construcción del Challenger es muy similar a cualquier vehículo de producción en masa.
Sin salirnos de la marca, vamos a ver cómo se fabricaba un auténtico fuera de serie cuya última versión se dejó de fabricar en 2016, estamos hablando del Dodge Viper.

Línea montaje Viper
Cómo se fabricaba el Dodge Viper
En sus años de fabricación (desde 1992 hasta 2016) se construyeron 31.850 Dodge Viper. Un número muy bajo en cualquier caso, pensad que en 2019 se fabricaron 34.822 Corvette. Este número, junto a su tipo de chasis y prestaciones, hacen de él un coche fuera de serie. Veamos cómo se fabricó y lo iremos comparando con su hermano el Challenger.
La idea original del Viper fue crear una versión actual del Cobra, de ahí su nombre: “víbora”. La intención era construir una vieja idea con tecnología más avanzada del momento. En su diseño participó Carroll Shelby (creador del Cobra) y toma parte de las ideas de su primer coche: un motor americano enorme en un chasis justo al estilo europeo.

Motor 8.4 V10 del 2010 Viper
El desarrollo del Viper fue un poco al revés del Cobra, el motor era enorme (un V10 de 8 litros), pero fue modificado por Lamborghini, entonces bajo el grupo Chrysler. El chasis era tubular con paneles de fibra, pero en american size.
A diferencia del Challenger, el Viper sí se fabricó en Estados Unidos, concretamente en Detroit, primero en la planta de New Mack y desde 1995 en Conner Avenue. En esta planta, para que no se nos olvidara que era la constructora del Dodge Viper, toda ella estaba ambientada en el mundo deportivo. Los corredores nombre de circuitos como Sebring o Nürburgring, con las columnas codificadas con colores.
Por otro lado, los pasos de peatones no tienen rayas de cebra, si no banderas ajedrezadas. Los técnicos de Conner Avenue son artesanos de la construcción de automóviles, el lema de la planta de “gente encargada de construir sueños”. Esta planta no tiene nada que ver con la de Bowling que acabamos de ver, es un trabajo netamente artesanal.

Colocación del salpicadero
Además de estar altamente cualificado, el personal estaba altamente involucrado en la creación del modelo insignia de la marca durante muchos años. Para ellos, cada Viper que salía de la planta era un niño que se había hecho mayor, era todo un orgullo que su propietario volviera a la planta a mostrárselo y formar parte de su vida de adulto.
Sigamos viendo diferencias entre ambas plantas. Si bien en una planta de producción en masa el tiempo dedicado a cada estación ronda el minuto, en la construcción de un Viper el tiempo en cada estación es de 146, casi 2 horas y media en cada punto. En ese tiempo, cada operario completa 150 elementos o procesos.
Como comparación con la producción masiva, se necesitan 100 operarios para realizar esos 150 trabajos cuando se elaboran el Jeep Grand Cherookee o el Dodge Durango. Esto nos da una idea de lo hábiles que eran los montadores de los Viper. Existían tres áreas de construcción para el Viper: chasis, motor y ensamblado final. Empecemos por el chasis.

Alineación hot rolling chassis
El chasis es tubular de acero y es construido por un proveedor de Kentucky. La planta de Conner instaló sus primeros robots en 2012, después de un parón de producción de dos años. El chasis entraba y salía de la celda cinco veces para que cinco robots le hicieran los taladros necesarios para los paneles y otros elementos que se colocaban sobre él.
Después de hacer los taladros, se revisaban 65 puntos del chasis por visión artificial para comprobar que todo era perfecto. Por descontado que existía un departamento de metrología con las técnicas más avanzadas para comprobar que todo tenía las medidas correctas.
El montaje era manual, pero contaba con las herramientas más avanzadas del momento. La planta entera tenía WiFi desde 2012 para soportar el uso de herramientas con radio frecuencia.

Colocando escapes
Estas herramientas inalámbricas se conectaban al sistema central para saber qué par se debía aplicar en cada apriete y devolvían el par obtenido. Los componentes instalados en esta línea eran: suspensiones, frenos traseros, escapes, tanque de combustible y, por supuesto, el motor V10.
En la línea de chasis, los técnicos transformaban el chasis tubular de acero en un kart totalmente funcional, más parecido a un vehículo salido de una peli de un futuro distópico que a un Viper.
Estas imágenes nos muestran dos cosas: qué quiere decir chasis tubular con paneles exteriores en fibra y qué quiere decir motor central delantero.

Fabricación de motor año 2010
El motor del Viper también se construía a mano en la planta de Conner en seis procesos. Los pistones de las versiones previas a la del 2012 se construían en la fábrica de Saltillo (México), a partir de esta versión todo era fabricado en Detroit.
Una vez construidos los motores, el 100 % de ellos eran comprobados en el banco de pruebas. Cada nueva versión de Viper incrementaba su rendimiento, por lo que era más crítica su puesta a punto y había que mantener o mejorar la calidad de la versión anterior.
Una vez colocado el motor y el tren rodante, pero antes de colocar las ruedas, el vehículo iba a la estación de alineado. En este caso la estación proviene del también extinto Prowler y fue adaptada a las medidas del Viper. Después de la alineación del tren rodante, se colocaban las ruedas.

Banco de pruebas con hot rolling acabado



El último paso de la línea del chasis era el banco de pruebas, donde se comprobaban todos los vehículos hasta 150 km/h. De nuevo se reutilizó la línea del Prowler, ampliada para adaptarse a las dimensiones de nuestro muscle.
Una vez validados el chasis con su motor V10, pasamos a la línea de ensamblado final. En la línea final se colocan los paneles, asientos, cristales y el resto de equipamiento interno y externo. Nuestro kart poco a poco toma el aspecto de un Viper.
En total son necesarios 3.700 componentes únicos para construir un Viper. Más del 90 % de su interior de piel de la máxima calidad es envuelto a mano. Finalmente, el 48 % de su exterior está construido en fibra de carbono, veamos cómo se pinta este exterior.

Colocando puerta
Todos los Vipers eran pintados a mano en Prefix Coatings, en Auburn Hills (Míchigan, EEUU). Los trabajadores de esta planta son contratados por su reputación en pintado de coches de exhibición y personalizados.
Para cada Viper, es necesario pintar 20 piezas. De nuevo se pintan todas a la vez para garantizar la homogeneidad de su color. Son necesarias de 145 a 160 horas para preparar, pintar y pulir los paneles. Unas dos semanas por cada Viper.
Como estamos hablando de muscles, es casi obligatorio que lleven rayas. En las primeras versiones estas eran pintadas en talleres externos, por lo que alargaban el tiempo de montaje y había más riesgo de que se pudieran estropear.

Prueba del “monzón”
También desde la versión 2012 es Prefix la encargada de su pintado, por lo que agiliza el tiempo y reduce ese riesgo. El añadido de estas rayas puede llevar unas 18 horas, el doble de tiempo que la construcción completa de un turismo de producción masiva.
Bien, ya tenemos nuestro muscle fabricado, pero no hemos finalizado. Debemos comprobar la iluminación y la emisión de gases. Después se lleva a cabo la prueba del “monzón”. Para comprobar la estanqueidad de la carrocería, cada Viper se somete a una lluvia torrencial simulada de unos 3.000 litros de agua reciclada durante 5 minutos.

Comprobador suspensiones o shaker

Metrología por visión artificial y robot


Seguimos con las pruebas. En 2014 se añadió un agitador o shaker, que simula los baches y las superficies rugosas que se encuentran en las vías públicas, así se puede identificar cualquier zumbido, chirrido o traqueteo sin salir a la carretera.
Si el tiempo lo permitía, los empleados de la planta llevan un vehículo al día a una prueba práctica real como parte de una auditoría de calidad adicional.
No hemos terminado con las comprobaciones. También existía una célula robotizada de inspección por visión artificial donde se medían 120 puntos del chasis de todos los Viper para comprobar la posición de los componentes y del acabado.

Comprobación de luces

Comprobación de gases
Nos quedan un par de chequeos más: la comprobación de todos los elementos eléctricos y el pulido del exterior en un túnel iluminado. Después de todas estas pruebas, nuestro muscle se almacenaba en el área de envíos desde donde sería enviado a su futuro y ansioso propietario.
Esta fabricación tan artesanal y tan escrupulosa no era gratis. Es fácil que una planta de producción en masa fabrique más de 300.000 vehículos al año, esto es, unos 1.000 al día. Podríamos resumir en que sale uno cada minuto. En el caso del Viper, se fabricaba uno cada 10 días.
Fue una pena el cese de la producción de este modelo, que también participó en pruebas deportivas, pero el bajo número de ventas junto a la obligatoriedad de desarrollarle un airbag lateral, hizo imposible su mantenimiento.

Viper acabado
Estos dos modelos de la misma casa con algunas prestaciones similares sobre el papel, nos han mostrado la gran diferencia entre producción en serie y producción manual, como también hemos visto a lo largo de esta serie.
Este reportaje ha sido realizado gracias a las aportaciones de los miembros de nuestra comunidad a través de Patreon. Así podemos seguir realizando periodismo de motor de calidad sin depender de los ingresos publicitarios. Puedes ayudarnos a partir de 1 euro al mes.
J.J. López
Portador del contagioso virus de los coches desde los once años. Ingeniero en informática, programador de robots y visión artificial que lo piensa todo en coches. Amante del arte, técnica y tecnología en movimiento, esto es, apasionado incondicional del automóvil.COMENTARIOS